Горячеканальная система — это набор сообщающихся каналов в металлической форме, по которой к формовочной части движется нагретый пластик.
Устройство литьевого оборудования в общей сложности такое же, как и в экструдере: зона загрузки, зона развальцовки, формующая зона или же, как говорят, «голова экструдера».
Но само устройство зоны развальцовки, где происходит нагрев полимеров, отличается у литьевого оборудования от экструзионного.
Главное отличие — система подачи разогретого материала в формующую часть. У экструдера это постепенное выдавливания разогретого материала через формующую часть — процесс, чем-то напоминающий ручную мясорубку, а у литьевого оборудование это впрыск материала посредством движения шнека внутри цилиндра, напоминающий движение поршня в кондитерском шприце.
Таким образом, горячий материал движется по обогреваемой литниковой системе к соплу, через которое попадает в полость формующей части, то есть пресс-формы.

Для того чтобы изделие получилось соответствующим нормам и стандартам, необходимо всегда поддерживать заданную температуру пластика. Перегрев или недогрев приведет к отклонениям от желаемого результата, а итогом будет испорченное сырье.
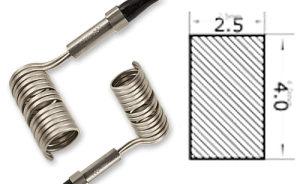
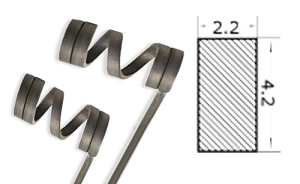
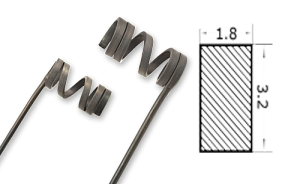
Чтоб поддерживать необходимую температуру, литниковую систему, как и само сопло впрыска, подогревают витковыми нагревателями, а температуру снимают непосредственно с нагревателя или же с самого сопла. Для снятия температуры с сопла используют термопары типа TC 11.
Также саму пресс-форму подогревают плоскими нагревателями или же патронными ТЭНами. В этом случае выбор нагревательных элементов зависит от разных факторов, которые оговаривает заказчик с изготовителем горячеканальных систем во время заказа.
Очень важно контролировать температуру нагрева в зоне загрузки и развальцовки на самом цилиндре. Цилиндр обогревают с помощью хомутовых нагревателей. Выбор типа хомутового нагревателя на основе миканита или керамического нагревателя зависит от необходимых температур для разогрева материала. Для нагрева плоских поверхностей используют плоские нагреватели.