Литье под давлением на основе точечного впуска материала горячеканальных пресс-форм обладает рядом преимуществ в виде отсутствия отходов, выпуска изделий высокого качества и интенсификацией производственных процессов. Данный метод широко применим в большой промышленности благодаря полной автоматизации работы оборудования.
Горячеканальные формы разделяются на несколько категорий отличающихся конструктивной сборкой. На сегодняшний день наиболее применяемыми являются три варианта впускных горячеканальных литников.

I Вариант горячеканальной системы имеет в своем составе: распределитель, с размещенными в нем нагреваемыми литниковыми каналами, регуляторы температуры и сопла открытого типа с термоизоляционными опорными и герметичными втулками, которые предотвращают утечку расплавленного полимера из емкости сопла. Данный тип конструкции направлен на обработку полимеров обладающих высокой вязкостью. Сопла производят из бериллиевой бронзы, а втулки и другие элементы – из титана. Бериллиевая бронза характеризуется отличной тепловой проводимостью, что позволяет значительно снизить тепловые потери сопла. Титан, напротив, обладает низким коэффициентом тепловой передачи, что способствует предотвращению нагрева контактирующей с ним матрицы и фланца.

Во II варианте используются самозапирающиеся клапаны, открывающиеся от давления материала, которое воздействует на заплечики. По окончанию этапа заполнения формовочных полостей клапаны за счет пружин плотно закрывают выход каналов на переднем фланце. Между полостями дозатора и матричной установкой есть зазор размер, которого составляет не больше 0,2 мм. Зазор таких размеров не пропускает утечку расплавленной массы. Упорные пояски снаружи конического отдела сопла защищают его стенки от разрушений сферического отдела сопла. Наличие воздушного зазора в свою очередь обеспечивает тепловую изоляцию сопла и матричной установки, а также не допускает утечку полимера в полости между распределителями, и пространством между передним фланцем и матрицей. Плюс ко всему воздушный зазор центрирует сопло и каналы матрицы.

Формы II – V имеют отличие в том, что коническая поверхность клапана в нужный момент закупоривает входа во впускной канал. Клапан располагается в отделе матрицы и уходит внутрь изделия до 0,03 мм. Между цилиндрической частью клапана и соплом есть незначительное расстояние до 1,5 мм. Верхняя доля сопла, которая размещена в емкости матрицы, от перегревов защищена специальным изоляционным слоем. Чтобы исключить утечку раствора в емкость распределителя используются опорно-герметизирующие и изоляционные втулки из титана. Впускные агрегаты типа II – V производят литье без необходимости дополнительной зачистки следов. Формы описываемого типа отлично справляются с обработкой маловязких полимеров. Также широко применяются и литники комбинированного типа с нагреваемыми разводящими устройствами и затвердевающими подводящими впускными литниками. Зависимо от количества гнезд горячеканальной формы могут применяться запорные прогреваемые краны с разным количеством сопел (обычно от одного до четырех).
Независимо от варианта выпуска литьевых форм впускные системы сопла прикрепляют способом их плотной посадки в гладкие глухие отверстия или за счет резьбы с коническими уплотнительными поясами. Что первый, что второй способ крепления можно применять и в одногнездных формах, и в устройствах с наличием нескольких впускных каналов направленных на выпуск крупногабаритной полимерной продукции.
Данные системы горячеканальных форм обеспечиваю получение изделий высокого качества, быстрый цикл выпуска полимерной продукции и безотходное производство. Для выполнения высокотемпературного нагрева на всех процессах литья пластмассы применяются специальные нагревательные устройства, которые обеспечивают равномерный и постоянный нагрев отдельных узлов оборудования.
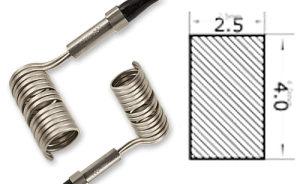
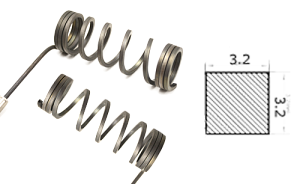
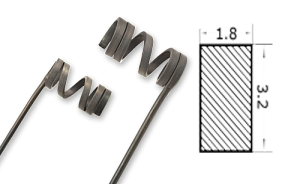
Полимернагрев изготавливает сертифицированные спиральные нагреватели для горячеканальных форм. Наши специалисты помогут подобрать спиральный нагреватель с максимально подходящими параметрами под Ваше оборудование за максимально короткие сроки и умеренную цену. У нас можно заказать не только спиральные нагреватели стандартной сборки, но и усовершенствованные приборы с квадратным сечением и наличием термопары, а также регуляторами температуры, которые дают возможность осуществлять быстрый запуск оборудования и превосходно удерживать равномерную температуру в процессе всего производства.