В данной статье мы рассмотрим подробно такой тип экструзионного оборудования, как поршневый экструдер. Хотя данный тип экструдеров не является таким популярным, как шнековый, однако поршневые экструдеры имеют ряд особенностей, делающих их эффективными при производстве некоторых типов продукции.
Поршневые экструдеры используются при производстве стержней, профилей и трубок из таких материалов, как фторпласты, реактопласты и некоторые типы термопластов. Их широко применяют в цветной металлургии, при производстве керамики, полимеров и композитов, в фармацевтической отрасли и прочих областях промышленности.
Наиболее часто поршневые экструдеры применяются в тех случаях, когда сложно использовать шнековые экструдеры. К примеру, слаботекучие материалы высокофрикционные, намного лучше обрабатываются именно на поршневых типах экструдеров.
История использования поршневых экструдеров
Наибольшей популярностью поршневые экструдеры пользовались в 1960-1970-х годах при производстве древесностружечных материалов. Машины того времени имели производительность от 50 до 120 см в минуту. Позже им на замену пришли машины с применением плоского прессования, которые имели уже гораздо более высокую производительность. В России в то время (тогда еще СССР) использовалось порядка 20 установок поршневых экструдеров для древесностружечных плит.
Однако в Германии до сих пор сохранился крупный завод, который изготавливает пустотные древесностружечные плиты методом поршневой экструзии.
Также поршневые экструзионные установки используются для производства топливных брикетов и гранул из древесного материала.
Современные перспективы поршневых экструдеров
Если рассматривать в общем, то, конечно же, распространение поршневых экструдеров очень сильно уступает шнековым машинам. Производством поршневых экструдеров сейчас занимается всего несколько компаний по всему миру.
Для производства древеснополимерных композитов в литературных источниках довольно часто можно встретить упоминание о поршневых экструдерах, там они описаны как лабораторное оборудование. Но все же перспективы у поршневых экструдеров еще есть, рано их записывать в пережитки истории. Сейчас ведутся исследования в одной японской компании по поводу эффективности использования поршневых экструдеров при работе с ДПКТ, которые получены с применением сшитых полимеров.
Конструкция поршневого экструдера
В поршневом экструдере главными деталаями являются:
- Материальный цилиндр, который может быть с нагревом при помощи электронагревателей кольцевого типа или холодный без обогрева.
- Плунжер (поршень), который проталкивает материал, выполняя возвратно-поступательные движения.
- Фильера экструдера, которая должна иметь соответствующий дорн при изготовлении полых труб или профилей.
В некоторых конструкциях поршневого экструдера фильера с материальным цилиндром выполняется как одно целое, но чаще всего фильеру можно снимать отдельно.
При работе экструдера поданный материал из бункера (может быть холодное или горячее сырье, смесь, компаунд или полимер) поступает в цилиндр через специальное отверстие загрузки. Материал может продвигаться в цилиндр как принудительно, так и без дополнительного воздействия, просто самотеком. В цилиндре уже создается высокое давление при помощи движения поршня, таким образом сырье продвигается в сторону фильеры со значительным уплотнением в своей структуре. Когда поршень возвращается в исходное положение, загрузочное окно опять открывается и в цилиндр поступает следующая порция материала. Схему данного процесса вы можете посмотреть на рисунке.

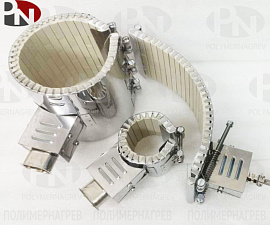
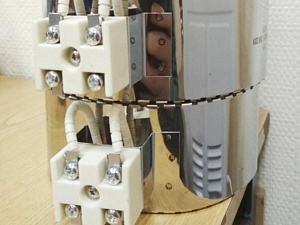
Электронагреватели для горячей экструзии
Для многих материалов необходимо нагревание сырья, чтобы получить конечный продукт. К примеру, реактопласты при нагревании отвердевают, фторпласты спекаются, термопласты должны подогреваться для контроля текучести. Для этого фильера и цилиндр экструдера оснащаются определенным количеством электронагревателей. Так как форма цилиндра и фильеры часто бывает кольцевая, используются хомутовые нагреватели. Для фильеры экструдера также бывает необходимо использовать плоские рамочные нагреватели с миканитовой изоляцией. Компания Полимернагрев может предложить вам кольцевые миканитовые нагреватели для экструдера и керамические кольцевые нагреватели для экструдера, изготовленные по чертежам с индивидуальными характеристиками.
В горячей зоне экструдера сырье при воздействии высокой температуры принимает свою финальную форму. Очень важно подобрать нагреватели, которые будут выдавать оптимальную температуру для воздействия на материал.
Так же, как и в шнековых экструдерах, в поршневых могут использоваться не только нагреватели, но и охлаждающие зоны, калибровщики, отрезные механизмы и прочие элементы. Для различных материалов процессы, происходящие при нагреве материала, существенно различаются, ведь экструзия реактопластов, переработка термопластических материалов и спекание – это принципиально разные процессы. Также нужно иметь в виду, что поршневые экструдеры не смешивают сырье, как это делают шнековые машины, поэтому поданное сырье в экструдер должно быть уже смешанное.
На рисунке ниже вы можете посмотреть один из вариантов конструкций поршневого экструдера

Поршневые экструдеры можно разделить на вертикальные и горизонтальные. Поршневые экструдеры вертикальной компоновки применяют для обработки наиболее сложных материалов. Для смесей с большей пластичностью можно использовать горизонтальные экструдеры.
При работе поршня в современных экструдерах используется гидросистема для управления частотой и амплитудой работы. Данная гидросистема обычно включает в себя масляный циркуляционный насос с системой управления и двухходовый поршень.

Показатель производительности поршневого экструдера прямопропорционален частоте хода поршневого механизма и объему цилиндра. Также значительное влияние на производительность оказывают такие факторы, как мощность электронагревателей, гидросистемы, длина фильеры (которая может достигать нескольких метров в некоторых конструкциях) и прочие показатели.
Наиболее часто используются экструдеры с показателем производительности на уровне от 5 до 7 кг продукции в час. При этом в основном поршневые экструдеры в основном используют для изготовления профилей и стержней с небольшими размерами, но бывают и машины с большей мощностью для производства изделий большого диаметра.
Купить нагреватели для поршневых или шнековых экструдеров от компании Полимернагрев вы можете заполнив форму заказа или просто написав нам письмо на электронный ящик . Или просто оставьте свои данные в форме заказа обратного звонка, и мы перезвоним вам в ближайшее время. Также при возникновении вопросов оставляйте комментарии к данной статье, мы постараемся сразу же на них ответить.