Сушка пластикового сырья используется для минимизации или устранения проблем, которые могут быть вызваны слишком большим или слишком низким содержанием влаги в пластиковом материале во время обработки. Хотя большинство переработчиков признают необходимость предварительной сушки полимеров, особенно высокогигроскопичных, многие не понимают основ сушки.
Степень, в которой влага влияет на качество формованной или экструдированной детали, определяется конкретным типом обрабатываемого пластикового сырья и предполагаемым назначением детали. Несмотря на это, весьма вероятно, что неправильная или неполная сушка полимеров создаст проблемы, будь то во время обработки или при использовании продукта, или, что еще хуже, в обоих случаях.
Параметры сушки
Теплота
Теплота является первым фундаментальным параметром сушки для всех полимеров. Тепло является движущей силой при сушке. Если вы не нагреете гранулу, она не выделит свою влагу.
Гигроскопичные полимеры обладают сильным притяжением к воде, и молекулы воды получаются связаны с полимерными цепями. Тепло заставляет молекулы двигаться более энергично, ослабляя силы, связывающие молекулы воды с полимерными цепочками. Выше определенных температур сила, которая связывает молекулы воды с полимерными молекулами, снижается, что позволяет молекулам свободно перемещаться, а это способствует процессу сушки.
Негигроскопичные пластмассы не адсорбируют влагу внутри гранул, однако влага может скапливаться на их поверхности. Применение тепла становится важной частью удаления поверхностной влаги, когда это происходит.
Точка росы
Точка росы является вторым фундаментальным параметром для сушки гигроскопичных полимеров с использованием большинства методов сушки. Точка росы – это температура, при которой влага в воздухе начинает конденсироваться. Низкое давление паров (точка росы) сухого воздуха, окружающего гранулы, заставляет высвободившиеся молекулы влаги мигрировать к поверхности гранул.
Время высыхания
Время высыхания является третьим фундаментальным параметром сушки. Пластиковые гранулы не высыхают мгновенно. Сначала их нужно нагреть, чтобы молекулы воды могли свободно двигаться. Затем должно пройти достаточно времени, чтобы молекулы воды рассеялись на поверхности гигроскопичных гранул или чтобы поверхностная влага испарилась с поверхности негигроскопичных материалов.
Воздушный поток
Воздушный поток — четвертый, основной параметр сушки. Воздушный поток переносит тепло или сухой нагретый воздух к материалу в сушильном бункере. В случае с негигроскопичными материалами вы должны направить горячий воздух на гранулы и вокруг них, чтобы удалить поверхностную влагу.
При работе с гигроскопичными материалами необходимо нагнетать на материал нагретый воздух с низкой точкой росы, чтобы молекулы влаги отделялись от полимерных цепей и перемещались к поверхности гранул, где поток воздуха уносит влагу.
Объем сухого воздуха должен быть достаточным для создания и поддержания желаемого профиля температуры внутри сушильного бункера. Если требуется четырехчасовая сушка, вы должны поддерживать температуру сушки на уровне четырех часов в сушильном бункере. Если объем воздушного потока уменьшить, температурный профиль будет уменьшен.
Типы полимеров
Каждый тип полимеров имеет свой набор технологических характеристик. Полимеры также обладают определенной склонностью к набору влаги, что диктует метод и время, необходимые для сушки. Внимательно следите за параметрами просушивания, чтобы обеспечить надлежащую сушку и хорошие характеристики продукта. Как правило, поставщик предоставляет инструкции по сушке в своих руководствах по материалам, но в данной статье мы предоставим вам основные сведения для многих популярных гигроскопичных полимеров.
Что такое гигроскопичные полимеры?
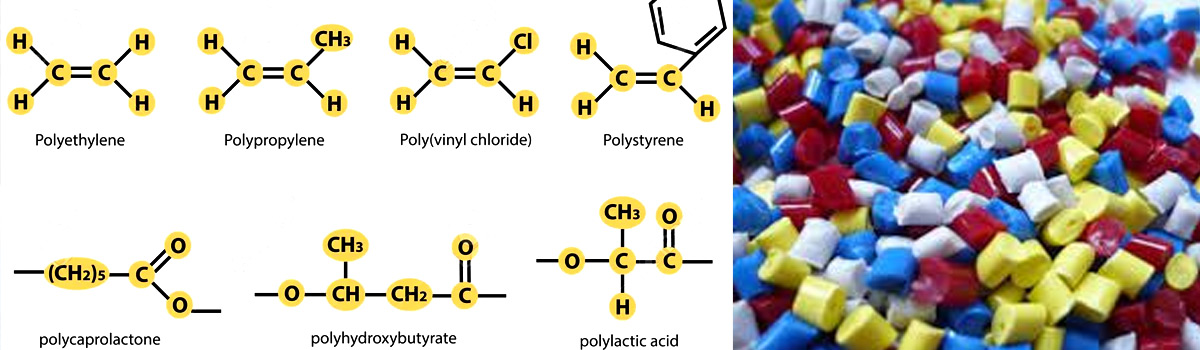
Гигроскопичные полимеры
(например, нейлон, АБС, акрил, полиуретан, поликарбонат, ПЭТ, ПБТ и т. д.)
- Обладают сильной склонностью к притягиванию влаги
- Поглощают влагу своей молекулярной структурой при воздействии окружающего воздуха
- Внутренняя влага не может быть удалена только горячим воздухом
Водяной пар, окружающий гигроскопичную гранулу, поглощается ею. Когда давление пара внутри гранулы увеличивается до уровня давления пара вокруг гранулы, наступает равновесие. Это называется равновесием влажности.
Когда среда с горячим сухим воздухом окружает влажную гигроскопичную гранулу, давление пара вокруг гранулы ниже, чем давление пара внутри гранулы. Следовательно, влага внутри полимера начинает мигрировать в сторону области низкого давления пара снаружи гранулы. Поместите полимер в горячую, сухую атмосферу в течение достаточного периода времени, и гранула в конечном итоге достигнет равновесия влажности с окружающими сухими условиями. Другими словами, гранула становится сухой.
Негигроскопичные полимеры
(например, полиэтилен, полипропилен, полистирол, ПВХ)
- Не имеют склонности к накапливанию влаги
- Любая собранная влага адсорбируется на поверхности гранул.
- Типичное накопление влаги происходит из-за конденсации
- Влага легко удаляется путем пропускания над материалом достаточного потока теплого воздуха.
Кристаллический и аморфный ПЭТ
Все ПЭТ-материалы гигроскопичны, поэтому во влажной среде они впитывают влагу. Эта влага вызывает расщепление полимерной цепи во время плавления и приводит к ухудшению физических свойств получаемого продукта.
Практически во всех случаях перед обработкой ПЭТ следует высушивать до содержания влаги 0,005% или менее (по весу), чтобы обеспечить сохранение молекулярной массы и оптимальные физические свойства.
-
Первичный ПЭТ
Первичный ПЭТ обычно находится в кристаллическом состоянии (на что указывает его белый цвет), когда он приобретается у поставщика. Перед обработкой он должен быть сухим. Используя обычные системы сушки с адсорбентом, вы должны сушить ПЭТ при температуре 150-180°С и точке росы от -30 до -40°С в течение от 4 до 6 часов. Это снижает содержание влаги до 0,005% или ниже, обеспечивая производство хорошего продукта. Ключом к эффективной сушке ПЭТ является минимизация тепла и воздушного потока при одновременном соблюдении требований к влажности. -
Вторичный ПЭТ
Материал повторно измельченного ПЭТ обычно не кристаллический, а аморфный и прозрачный по цвету. Характерной чертой аморфных материалов является то, что они склонны размягчаться и агломерироваться при нормальных температурах сушки, образуя комки и прилипая к стенкам сушильного бункера. Необходимо кристаллизовать аморфный материал перед сушкой, чтобы предотвратить агломерацию. Перемешивание материала при нагревании до температуры около 80°С переводит материал из аморфного состояния в кристаллизованное состояние, готовое к сушке. Мы называем этот процесс кристаллизацией, но технически это перекристаллизация материала. Различные составы ПЭТ имеют разную скорость кристаллизации, в пределах до одного часа. Обратите внимание, что если повторно измельченный ПЭТ имеет белый цвет, он, вероятно, уже является кристаллическим и может быть высушен как есть. -
Выдувное формование ПЭТ
Выдувные машины, производящие минимальное количество отходов, часто смешивают аморфный полимер с кристаллическим первичным материалом и сушат их вместе. Как правило, когда аморфный ПЭТ составляет менее 20% и его можно тщательно смешать с 80% или более кристаллическим первичным материалом, сырье можно высушить без проблем с агломерацией. -
Термоформовочный ПЭТ
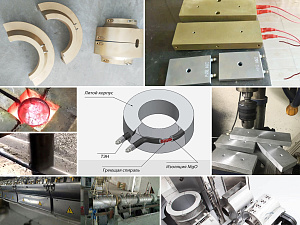
Если вы не используете горячеканальные пресс-формы с патронными ТЭНами или спиральными нагревателями, у вас будет накапливаться много отходов пластика. Термоформовщики, производящие более 20% аморфного полимера из отходов от литников, должны кристаллизовать отходы перед сушкой, чтобы избежать проблем с агломерацией. Минимальные обрезки полотна, производимые некоторыми термоформовочными машинами, обычно имеют кристально белый цвет и могут быть высушены как есть. Если большой процент производимых отходов является прозрачным, то аморфный полимер должен быть кристаллизован перед сушкой.
Смешанные материалы
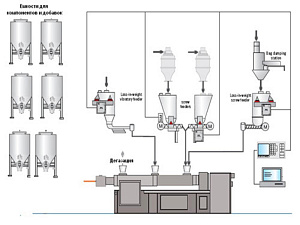
Смешивание материалов перед сушкой может изменить динамику вашей задачи сушки. Рассмотрим эти элементы:
- Первичный материал, смешанный с высоким процентом вторичного измельчения (который обычно намного легче, чем первичный материал), снижает общую объемную плотность материала, подлежащего сушке. В некоторых случаях может потребоваться бункер для сушки большего размера, чтобы обеспечить достаточное время пребывания в нем материала для процесса сушки.
- Материалы, смешанные путем сухого смешивания (не компаундированные), могут отделиться во время перемещения из смесительного устройства в сушильный бункер, что приведет к неравномерной сушке и, что еще хуже, к бракованным изделиям.
- Не следует смешивать материалы с очень разными требованиями к сушке. Вы должны высушить эти материалы отдельно перед смешиванием и обработкой.
Типы сушилок

Сушка полимеров перед обработкой поддерживает рабочие характеристики сырья и, в конечном счете, вашу конкурентоспособность. Важность выбора осушителя для решения вашей задачи сейчас и в будущем имеет жизненно важное значение.
Технологии сушки сильно различаются:
- Использование энергии
- Экологический след
- Требования к техническому обслуживанию
- Производительность
- Начальная стоимость
Переработчикам доступно не менее дюжины типов технологий сушки, какой из них подходит именно вам?
Конвекционные сушилки горячим воздухом
Нагреватель с вентилятором подключен к сушильному бункеру, заполненному негигроскопичным материалом. В качестве нагревателей чаще всего используются воздушные ТЭНы, керамические сухие ТЭНы или нихромовые спирали на миканитовых или керамических опорах.
Если вам нужно удалить поверхностную влагу с негигроскопичных полимеров, достаточно простой сушилки горячим воздухом. Такая сушилка работает очень просто. Он состоит из блока воздуходувки нагревателя, установленного на сушильном бункере, и блока управления. Окружающий воздух всасывается через фильтр в блок с нагревателем и нагревается. Температуру можно регулировать до 180˚С. Нагреватель установлен на сушильном бункере, и горячий воздух циркулирует через материал в бункере, вынося поверхностную влагу вверх и наружу из верхней части бункера. Шкаф управления нагревателем может быть установлен на подставке бункера или на ближайшей стене.
В любом случае важно снабдить блок с нагревателями вентилятором достаточного размера, чтобы обеспечить достаточный поток воздуха через бункер.
Сушка в печи
Сушка в печи, вероятно, является самым простым методом, используемым для сушки полимеров. Полимерный материал равномерно распределяется на подносе и помещается в промышленную печь, чтобы удалить поверхностную влагу. Этот метод очень трудоемок и игнорирует наличие достаточного потока воздуха через полимер, что является одним из основных требований для эффективного удаления влаги.
Для производственных предприятий нецелесообразно сушить полимер таким образом.
Микроволновые сушилки
Мы все знакомы с микроволновыми печами на наших кухнях. В течение многих лет изобретатели пытались разработать варианты микроволновых сушилок для термопластов, и много было написано о теории и возможностях. В настоящее время нам неизвестны модели микроволновых печей, которые можно было бы практически использовать для сушки пластика в производственных условиях.

Осушители сжатого воздуха
Принцип сжатия воздуха на заводах по производству электроинструментов и других товаров с высоким давлением имеет дополнительное преимущество для мира сушки полимеров. Сжатый воздух после «декомпрессии» снова входит в атмосферное давление с меньшим количеством влаги, чем он содержался до сжатия. Под «меньшей влажностью» мы подразумеваем, что уровень влажности (точка росы) декомпрессированного воздуха снижается примерно на 40-50 градусов.
- Этот принцип обеспечивает возможность использования сжатого воздуха для сушки материала в бункере.
- Сжатый воздух фильтруется для удаления конечного количества влаги и грязи.
- Затем его нагревают и пропускают через бункер для материала.
- Этот нагретый «сухой воздух» проходит через воронку, поглощает влагу, оставшуюся в полимере, и выносит ее из воронки.
Осушители сжатого воздуха просты и относительно не требуют технического обслуживания, но у них есть большие недостатки по нескольким причинам:
- Технологический воздух НИКОГДА не достигает точки росы -40°.
- Точка росы зависит от погоды (увеличивается в жарких и влажных условиях).
- Отсутствие равномерной сушки приводит к отбраковке деталей и отключению сушилки.
- Типичная пропускная способность небольшая.
- Энергопотребление очень высокое по сравнению с большинством других типов сушилок.