В процессах литья под давлением и экструзии водяное или воздушное охлаждение используется для регулирования температуры процесса литья и устранения избыточного тепла, вызванного сдвигом. Простая замкнутая система контроля температуры обычно включает подвод тепла от нагревателей, датчик температуры (термопару) и контроллер. Тепло добавляется в процесс с использованием внешнего источника тепла, такого как газовые горелки или кольцевые электрические нагреватели, и выводится из системы либо продуктом, когда он протекает, либо тепловыми потерями окружающей среды. Датчик считывает потери тепла в виде температуры и, при необходимости, контроллер включает и выключает нагреватели.
Некоторые процессы, однако, генерируют дополнительное тепло - либо за счет механических сил, либо химических реакций. Они требуют охлаждения, а также тепла для поддержания контроля процесса. В этой статье будут рассмотрены две основные среды, используемые для охлаждения, и используемые в экструзии пластмасс, чтобы проиллюстрировать различия.

Свойства воды и воздуха
Двумя основными средами, используемыми в процессе охлаждения, являются вода и воздух. Физические характеристики, которые влияют на охлаждающую способность каждого, представляют собой удельную теплоемкость, плотность и теплопроводность.
|
Свойство |
Вода |
Воздух |
Состояние |
|---|---|---|---|
|
Удельная теплоемкость |
4,18 |
1,01 |
При 60⁰F (15.5⁰C) |
|
Теплопроводность |
0,6 |
0,028 |
При 60⁰F (15.5⁰C) |
|
Плотность |
980 |
1,067 |
При 60⁰F (15.5⁰C) |
-
Удельная теплоемкость является мерой способности материала поглощать тепло. В частности, это количество энергии (в джоулях), необходимое для повышения температуры на 1 грамм массы на 1 ° C.
-
Теплопроводность является мерой способности материала передавать тепло. Измеряется в ваттах на метр Кельвина.
-
Плотность является мерой массы. Чем плотнее материал, тем лучше он может удерживать тепло.
Для целей данной статьи единицы измерения не так важны, как относительные различия в цифрах. Как показано в таблице, вода обладает в четыре раза большей способностью воздуха поглощать тепло, в 21 раз большая способность проводить тепло и почти в 1000 раз способность удерживать тепло и отводить его от процесса. Это приводит к значительно более высокой способности воды отводить тепло и делать это быстро. Фактически, можно утверждать, что вода отводит тепло, а воздух просто рассеивает его.
Особенности отвода тепла при литье под давлением и экструзии
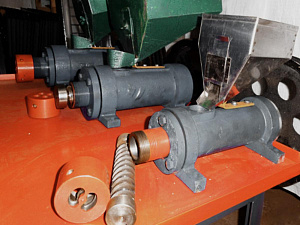
Для формования пластмассовых деталей используются два основных процесса: литье под давлением и экструзия. При экструзии тепло генерируется не только кольцевыми нагревателями электрического сопротивления на внешней стороне цилиндра, но также и за счет сил сдвига, создаваемых винтом внутри цилиндра. По мере того как шнек поворачивает и перемещает пластиковые гранулы по длине ствола, вращение винта сдвигает шарики по внутренней поверхности цилиндра. Трение создает тепло, которое, если его не контролировать, может привести к перегреву процесса и ожогу материала. Большинство экструдеров используют воздушное или водяное охлаждение для удаления избыточного тепла, создаваемого сдвигом.
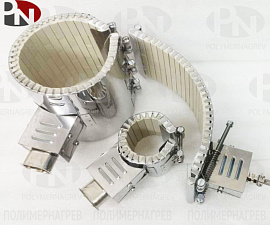
В системе с воздушным охлаждением воздух подается с помощью электрических воздуходувок, которые прикреплены к кожуху из листового металла. Кожух направляет поток воздуха через нагреватели и ствол до того, как нагретый поток воздуха выходит в окружающую зону. Контроллер включает и выключает воздуходувки по мере необходимости. Охлаждающие кожухи из нержавеющей стали с вентиляторами можно изготовить как отдельно, так и в комплекте с нагревателями (кольцевые нагреватели с охлаждением).

Обогреватели цилиндра, используемые в экструзии пластмасс, могут быть:
Преимущества литых нагревателей - долговечность и большая площадь поверхности - для более высокой скорости охлаждения. Преимущества керамических и миканитовых кольцевых нагревателей состоят в том, что они нагреваются быстрее и более энергоэффективны. Чтобы компенсировать преимущество площади поверхности литых нагревателей, многие кольцевые нагреватели могут быть снабжены ребрами из листового металла, которые также помогают отводить тепло от процесса. Ребра создают большую площадь поверхности, по которой может течь воздух. Пример таких нагревателей можно посмотреть на фото ниже.

Это важная концепция и может быть применена к другим процессам. По сути, два способа повысить эффективность воздушного охлаждения состоят в том, чтобы увеличить воздушный поток и увеличить площадь поверхности охлаждаемой детали или процесса.
В системе с водяным охлаждением вода протекает через охлаждающие трубки, которые либо отливаются в литых алюминиевых нагревателях, либо помещаются в пазы, обработанные непосредственно в цилиндре. Охлаждающие трубки подключены к замкнутой системе, которая также включает в себя насос и чиллер или теплообменник. В отличие от системы с воздушным охлаждением, насос работает непрерывно, что увеличивает затраты на электроэнергию. Вода должна постоянно двигаться, чтобы она не переходила в пар, что может вызвать нестабильность процесса. Вода также будет течь через чиллер или теплообменник, поэтому тепло может быть удалено.

Что выбрать: водяное или воздушное охлаждение?
Каковы же факторы принятия решения для выбора одной системы над другой?
Различия в стоимости двух систем
Воздушное охлаждение осуществляется с помощью кожуха и вентилятора. Кожухи изготовлены из стандартного листового металла с прикрепленным вентилятором. Керамические ленточные нагреватели с добавленными ребрами являются наименее дорогим вариантом при стоимости от 50 до 60 процентов литых нагревателей. Оребренные алюминиевые нагреватели имеют тенденцию работать на 25-35 процентов больше, чем литые с водяным охлаждением. Наибольшая добавленная стоимость систем с водяным охлаждением - это насос, водопровод и теплообменник или чиллер. В целом, стоимость покупки и установки системы с водяным охлаждением может быть в полтора-два раза выше стоимости системы с воздушным охлаждением.
Техническое обслуживание
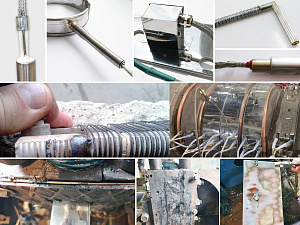
С точки зрения технического обслуживания системы с водяным охлаждением могут протекать, а трубки могут забиваться минеральными отложениями или биологическими скоплениями. Замена литых нагревателей или труб занимает много времени и может быть дорогостоящей. Настоятельно рекомендуется использовать только дистиллированную воду.
Расход электроэнергии
В рабочем состоянии между этими двумя системами существуют значительные различия в стоимости энергии.
В зависимости от смолы, системы с водяным охлаждением потребляют от 7 процентов (для ПЭНП) до 80 процентов (для ПЭТ) больше энергии, чем системы с воздушным охлаждением. Например, в одном исследовании была протестирована система с воздушным охлаждением на 3,5-дюймовом экструдере с HDPE. Исследование показало, что она использует на 22% меньше энергии, чем система обогрева / охлаждения. Если предположить, что стоимость энергии составляет 0,08 долл. США за кВт, а экструдер работает семь дней в неделю и 52 недели в год, то экономия составит 2684 долл. США в год.
Выход был выше для двух (HDPE и PP) из четырех смол, протестированных с использованием системы с водяным охлаждением. Это исследование не измеряло влияние на стоимость кондиционирования горячего воздуха, выпускаемого в окружающую рабочую зону. Потенциальная возможность для экономии энергии будет состоять в том, чтобы вернуть тепло из систем с водяным или воздушным охлаждением и использовать его для общего обогрева рабочего пространства.
Надежность
Наконец, следует отметить, что системы с водяным охлаждением могут быть более нестабильными, чем системы с воздушным охлаждением. Помимо возможности превращения воды в пар, водяное охлаждение дает оператору возможность переохлаждать отдельные зоны. В любом случае температурный профиль по длине ствола может быть неравномерным.
Очевидно, что затраты и эксплуатационные преимущества могут существовать для систем с воздушным охлаждением по сравнению с системами с водяным охлаждением. Однако в определенный момент воздушное охлаждение не может рассеивать достаточно тепла, чтобы обеспечить необходимый контроль. Для экструзии пластмасс эта точка находится при размерах цилиндра от 4,5 до 6 дюймов. По мере того, как внешний диаметр ствола увеличивается, толщина стенки увеличивается и, соответственно, общая масса.
Будущее исследование, возможно, разработает отношение площади поверхности к массе, которое будет более четко обозначать границу между эффективностью воздушного и водяного охлаждения. Несмотря на это, описанные принципы могут быть применены ко многим процессам, требующим охлаждения. Каждый процесс необходимо будет оценить, чтобы определить, какой метод охлаждения наиболее эффективен с точки зрения затрат и производительности.