Полимерные термопластичные материалы очень широко распространены в современном мире и используются практически во всех сферах промышленности, в бытовой сфере и в медицине. Большую популярность термопластам принесла низкая стоимость материала и формовочного оборудования (термопластавтоматов), которые позволяют изготавливать изделия практически любой формы. Изделия из дерева, металла и стекла имеют свои преимущества в различных отраслях, но из-за намного более высокой стоимости пластиковые изделия все же более распространены.
Метод литья под давлением наиболее часто используется при производстве различных изделий из термопластичных полимеров (термопластов). Из-за этого литьевые машины преимущественно называются термопластавтоматами. Термопластавтоматы позволяют изготавливать большое количество разнообразных изделий из пластика автоматическим и полуавтоматическим способом.
Конструкция термопластавтомата
Термопластавтоматы бывают различных типов и конструкций, наиболее распространенными из которых являются шнековые (червячные) и плунжерные литьевые машины.
Давайте подробно рассмотрим конструкцию шнекового термопластавтомата, которая изображена на схеме.
Подача гранулированного или порошкообразного полимера осуществляется через приемный бункер в цилиндр термопластавтомата. На инжекционном пластикационном цилиндре размещаются нагревательные элементы – кольцевые электронагреватели, которые подогревают подаваемый материал до нужной температуры, соответствующей переходу полимера в вязкотекучее состояние. Продвижение полимерного термопластичного материала по цилиндру обеспечивается вращением шнека. В отличие от шнекового экструдера, шнек в термопластавтомате двигается не только вращением, но и производит движение вперед-назад и-за формирования разницы давления в гидравлическом цилиндре (10). Совокупные вращательные и возвратно-поступательные движения шнека (интрузионный режим) позволяют увеличить объем впрыска и готового изделия. При возвратно-поступательных движениях расплавленная термопластичная масса заполняет литьевую форму (1), которая может дополнительно нагреваться патронными ТЭНами, спиральными или плоскими нагревателями. Форма раскрывается только после остывания и затвердения термопласта. Извлечение готового изделия при открытии формы также производится автоматическим способом.
Нагревательные элементы для цилиндра термопластавтомата

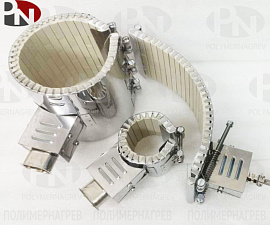
Для подогрева рабочего цилиндра и расплавления термопласта применяют кольцевые нагревательные элементы различной конструкции. Все типы кольцевых нагревателей для термопластавтомата изготавливаются компанией Полимернагрев под заказ с индивидуальными характеристиками.
Миканитовые кольцевые нагреватели в стальном корпусе из нержавейки позволяют получить температуру нагрева до 350 градусов. Они являются эффективными и надежными нагревательными элементами. Для снижения стоимости кольцевых нагревателей, можно использовать кольцевые ТЭНы в оболочке из оцинкованной стали.
Если же нужно достичь температур больше 350 градусов, нужно применять керамические кольцевые нагреватели, которые позволяют нагреть цилиндр термопластавтомата до 500 градусов. Также можно использовать экономичные кольцевые керамические нагреватели, которые благодаря наружному утепленному кожуху позволяют сэкономить до 25% электроэнергии.
В тех случаях, когда в процессе формовки очень важно быстрое охлаждение и повышенная равномерность прогревания, нужно использовать кольцевые миканитовые или керамические нагреватели в охлаждающем корпусе с вентилятором. Воздушное и водяное охлаждение также имеется в таком типе кольцевых нагревателей для термопластавтоматов, как алюминиевые литые кольцевые нагреватели.
Литьевые формы для термопластавтомата
Пресс-формы для литья пластмасс обычно состоят из двух частей, которые смыкаются в одну форму. Одна половина литьевой формы четко фиксируется на неподвижной плите термопластавтомата, эта часть пресс-формы называется матрицей. Вторая часть крепится на подвижной детали литьевой машины, данная часть пресс-формы называется пуансоном.
Когда форма находится в сомкнутом положении, полость между половинами имеет форму готового изделия, которое на ней будет изготавливаться. Эта полость имеет название оформляющей полостью формовки. Расплавленный полимерный материал подается на литейную форму по литниковым каналам, совокупность таких каналов называют литниковой системой. Если для формования изделия используется всего один литниковый канал большого размера, то при обрезке или отламывании его от готового изделия остается след. В конструкцию пресс-формы для литья также входит автоматический выталкиватель, газоотводящие каналы и система нагрева с патронными или спиральными нагревателями.
Особенности процесса формовки пластика на термопластавтоматах
Литьевые горячеканальные машины имеют максимально автоматизированные производственные процессы. При помощи автоматической системы управления контролируются все этапы изготовления изделий: от подачи материала, до выдержки под давлением и охлаждения полимера в форме.

Высокая эффективность производства горячеканального литья и низкая стоимость материала позволило термопластавтоматам стать наиболее популярным способом получения изделий из пластика. Конечно же, непрерывный процесс формовки на экструдере является более быстрым и экономичным способом изготовления пластиковых товаров, но и на термопластавтомате цикл формования занимает время всего от нескольких секунд до 1-2 минут, а форма готовой продукции при этом может быть абсолютно любой. За один цикл формования можно изготавливать не только одно изделие, но и несколько одновременно на одной литьевой форме.
Производство методом литья на термопластавтоматах используется только для крупных партий товара, так как сконструировать и изготовить литейную форму не очень просто. Обычно изготовленная пресс-форма используется для производства изделий до окончания своего срока службы.
Наиболее распространенными полимерными материалами, которые применяют для изготовления пластиковых изделий методом литья под давлением, являются такие виды термопластов, как полиметилметакрилат и полистирол, а также полиолефины.