Пластик окружает нас в современном мире практически всюду, без пластмассовых изделий уже тяжело представить нашу жизнь. Мы уже много писали на нашем сайте статей по различной обработке полимеров и оборудованию для переработки пластика. Давайте в данной статье попробуем систематизировать все данные о способах обработки полимеров и оборудовании для этого. После прочтения вы поймете, какие же методы переработки полимеров существуют, и какие электронагреватели при этих методах должны использоваться.
Экструзия
Экструзией называется процесс в производстве, который заключается в механическом продавливании расплавленного полимера через калибрующее отверстие с соответствующим готовому изделию профилем.
В процессе производства пластиковых изделий на экструдере работы выполняются непрерывно, что позволяет обеспечить очень высокий уровень производительности, легкую автоматизацию процессов, экономичность и высокое качество продукции.
Оборудование для экструзионной обработки полимеров называется экструдером. Типов экструдеров существует огромное множество, но наиболее распространенными все же являются поршневые и шнековые экструдеры.
Шнековые или червячные экструдеры – это оборудование с одно или двухшнековыми прессами, но чаще встречаются одношнековые экструдеры. Если же нужно в процессе производства обеспечить максимальное качество смешивания материала и нет нужды в высоком давлении при формовании, используют такие типы экструдеров, как дисковые или шнеково-дисковые.
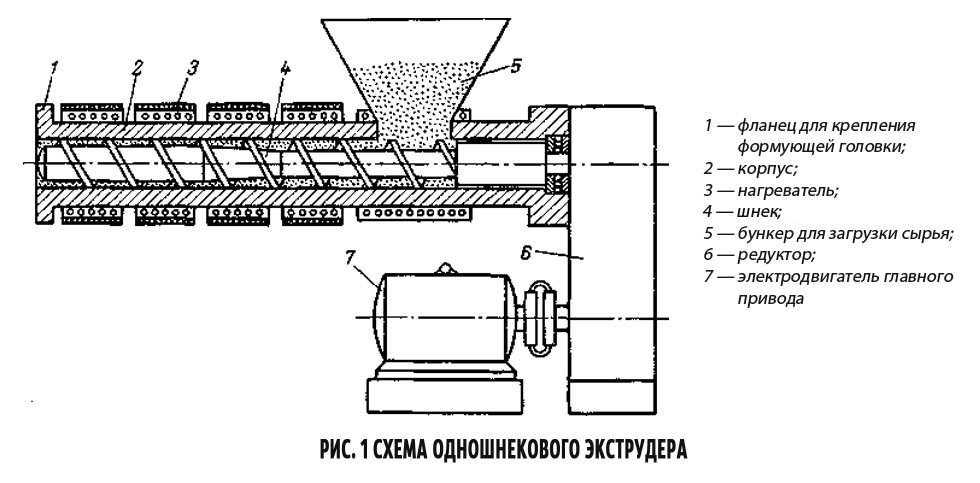
Одношнековый экструдер, который вы можете рассмотреть на рисунке 1 состоит из цилиндрического корпуса (2), который должен нагреваться при помощи кольцевых электронагревателей (3). Внутрь него помещается шнек (4), который вращается в результате работы электрического двигателя (7) через редуктор (6). Редуктор нужен для ступенчатой регулировки частоты вращения шнека. Вращение шнека может регулироваться также и бесступенчатым способом, но для этого применяются дополнительные устройства.
В процессе работы экструдера в бункер для загрузки сырья (5) засыпают гранулированный полимер, после чего он поступает в цилиндр экструдера. Шнек при вращении продвигает материал по цилиндру. Такой же принцип реализован в обычной мясорубке, с устройством которой мы все знакомы. Только при горячей экструзии материал в цилиндре при движении дополнительно нагревается за счет внешних кольцевых электронагревателей.
Тот участок цилиндра, в котором гранулы полимера еще имеют твердое состояние, называют загрузочным сектором, а там где он начинает расплавляться наступает зона плавления. Участок, при котором наступает плавление пластика и формование из него профиля через формующую головку, называется зоной выдавливания. Формующая головка прикрепляется к фланцу (1). Избыточное тепло от нагревателей в каждой из зон обеспечивается воздушным или водяным охлаждением или специальными кольцевыми нагревателями с охлаждением для экструдеров.
Нагревательные элементы для цилиндра экструдера
В качестве нагревательных элементов для экструдеров используются кольцевые нагреватели или, как они еще называются, хомутовые нагреватели. Кольцевые ТЭНы изготавливаются под заказ в форме колец или полуколец для более удобного монтажа на цилиндр экструдера. Существует несколько основных разновидностей кольцевых нагревателей для экструдеров:
-
Кольцевые керамические нагреватели. Это электронагреватели резистивного типа, в которых нихромовая греющая спираль помещается в пазы керамических стеатитовых изоляторов. Наружный корпус из нержавейки защищает нагреватель от механических повреждений и удобно фиксирует ТЭН на цилиндре при помощи крепежных зажимов. Кольцевые керамические ТЭНы имеют мощность до 9 Вт на см2 и максимальную температуру нагрева в 700°C.
-
Кольцевые миканитовые нагреватели. Миканитовые ТЭНы, в отличие от керамических, имеют в качестве изолятора слюдяной материал в виде прессованых пластин. Они характеризуются меньшей мощностью и имеют максимальную температуру нагрева в 350 градусов, однако кольцевые нагреватели данного вида можно изготавливать с различными отверстиями и вырезами для полного прилегания к поверхности цилиндра экструдера.
-
Сопловые нагреватели для экструдера. Сопловые стальные и латунные ТЭНы разработаны специально для сопел экструдеров, они имеют совсем небольшие размеры и повышенную мощность и температуру нагрева.
-
Кольцевые нагреватели с охлаждением. Миканитовые и керамические кольцевые ТЭНы могут оборудоваться специальными охладительными кожухами с вентиляторами, которые могут быстро охладить нагревательный элемент.
-
Алюминиевые литые нагреватели. Литые нагреватели создаются путем заливки в специальной пресс-форме обычного трубчатого электронагревателя. Алюминиевые ТЭНы недорогие, но надежные элементы нагрева. В литых ТЭНах из алюминия может быть также встроенная водяная или воздушная система охлаждения.
-
Утепленные кольцевые нагреватели. Кольцевые керамические ТЭНы можно также оборудовать утепляющими кожухами из минерального волокна. При этом потребление электроэнергии такими нагревателями уменьшается почти на 25%, что делает их самыми экономичными из всех кольцевых ТЭНов.
В компании Полимернагрев вы можете заказать изготовление кольцевых нагревателей для экструдера любого типа с индивидуальными характеристиками. Подробнее смотрите на страницах товара в разделе с кольцевыми нагревателями.
Формующие головки экструдера – это особый инструмент, который придает струе расплавленного полимера форму готового изделия. В зависимости от типа готовой продукции формующая готовка может быть круглой формы для выдавливания прутков, кольцевые для формования труб, щелевые для плоских стенок и листов и прочие для более сложных форм. Самыми популярными изделиями из пластика, которые изготавливают на экструдерах, являются пвх-пленки, пластиковые трубы и листы.
Производство пленки на экстудерах
Производство пленки может осуществляться такими способами:
-
Экструзия рукава с дальнейшим раздувом
-
Экструзия пленки с поливом заготовки на охлаждающие валки или охлаждающий барабан
-
Экструзия пленки с поливом в ванну с водой
Экструзия рукава с дальнейшим раздувом
Рассмотрим подробнее процесс экструзии рукава пленки с раздувом. Чаще всего такой рукавный способ используют для получения полиэтиленовых пленок низкой плотности. На схеме рисунка 2 вы можете рассмотреть схему получения рукавной пленки методом экструзии с раздувом. Для экструзии рукава нам понадобится экструдер (1) с формующей головкой кольцевого типа, через который будет выдавливаться расплавленный пластик в форме трубы с тонкими стенками (4). Через устройство для подачи воздуха (2) в трубу подается воздух и она под его воздействием растягивается, образуя рукав (5).
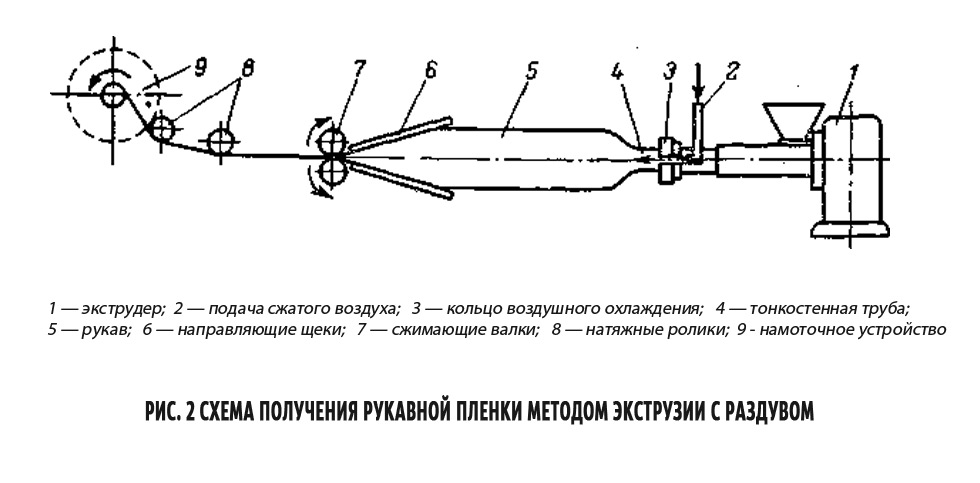
Чтобы у полимерного рукава сохранялась постоянная величина толщины пленки и его цилиндрическая форма, пленка раздувается охлажденным воздухом, который поступает через охлаждающее кольцо (3). После раздува рукав из пвх нужно сложить и убрать из него воздух. Для этого используются сжимающие валки (7) и направляющие щеки (6). В дальнейшем пленка передается на наматывающее устройство (9).
Экструзия пленок с поливом на охлаждающий барабан или валки
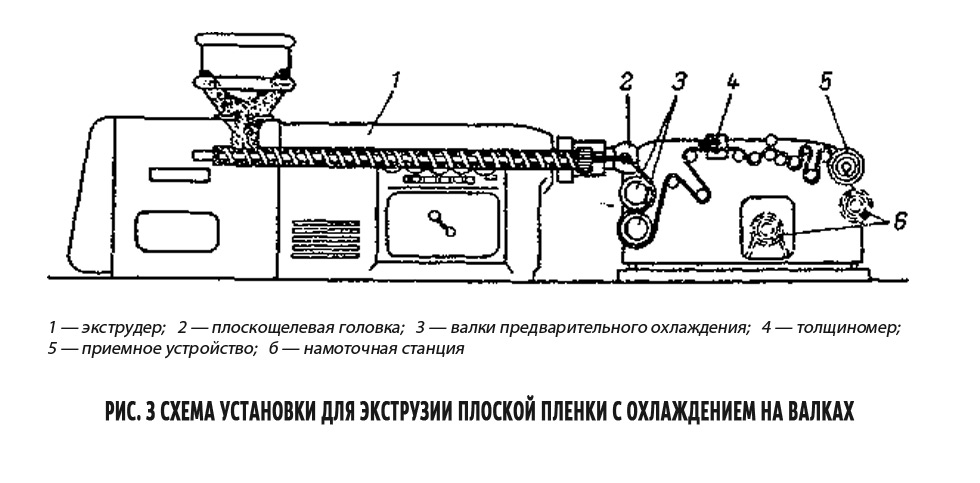
При данном способе изготовления пленки применяется экструдер (1) с формующей головкой щелевого типа (2), у которой ширина рабочей части составляет около 1,5-1,8 м. Выдавливаемый из формующей головки расплавленный пластик в виде тонкой пленки переходит на охлаждающиеся водой валки (3), где быстро остывает. Толщина пленки регулируется толщинометром (4) и переходит на намоточное устройство (6) через аппарат для обрезки кромок (5). При данном способе производства пленки, готовая пленка будет более прозрачной, чем при рукавном способе производства, плюс к этому тут нет риска склейки пленки и намного легче контролировать ее толщину и намотку.
Экструзия пленок способом полива в ванну с водой
Такой метод еще больше повышает качество пластиковой пленки, в сравнении с предыдущими двумя способами. В этом случае при выходе пленки из формующей головки она попадает в ванну с водой, где моментально застывает и охлаждается.
Для повышения качества полученных методом плоскощелевой экструзии пленок из таких типов полимеров, как поливинилхлорид, полиолефин, сарана или другого типа термопластичных пластмасс, их нужно дополнительно подвергнуть процессу вытяжки. Вытяжка может быть продольной или поперечной. При поперечном типе вытяжки полимерной пленки устройство для вытягивания должно быть оборудовано захватными зажимами, которые должны растягивать пленку после нагревания. Продольный же тип вытяжки просто пропускает пленку через систему валов с нагревом, которые вращаются с разной скоростью. После растяжки пленка проходит термофиксацию при поддерживании заданных габаритов.
Производство многослойных полимерных пленок
Очень часто бывает необходимо получить пленки из полимеров, которые имеют несколько слоев. Такие многослойные пленки могут быть также комбинированными, когда в один из слоев закладывается неполимерный материал, к примеру, бумага или алюминиевая фольга.
В процессе изготовления многослойных пленок при нанесении полимера на подложку применяют плоскощелевые формующие головки. При размягчении пленка попадает на подложку и спрессовывается при прохождении через валки. Подложка должна при этом нагреваться для повышения адгезии к ней пленки. Такая технология применяется для производства многослойных пленок с полипропиленовыми, полиэтиленовыми, полиамидными и другими полимерными покрытиями.
Многослойные пленки могут производиться также комбинированным способом с сочетанием экструзии и нанесением клеевого, лакировочного или прочих типов покрытий другими способами. К примеру, так производится лакированный целлофаном поливинилхлорид, в итоге чего получается легкосвариваемый материал.
Экструзионная технология нанесения покрытия состоит из двух стадий:
-
Стадия нанесения тонкого слоя лака
-
Нанесение утолщенного слоя дисперсии поливинилхлорида, которое производится после полного высушивания лака
Такой способ производства применяют при покрытии фольги из алюминия или полистироловых и полипропиленовых толстых пленок для упаковки лекарств, молока или порошков.
Производство пластиковых труб
Термопласты часто используются при производстве пластиковых труб на экструдерах. Экструзионные машины для труб обычно имеют одношнековую или двухшнековую структуру с кольцевой формующей головкой. В оборудование для формовки труб входят также устройства калибровки и растяжки, пилы для нарезания труб определенной длины и оборудование для намотки труб.
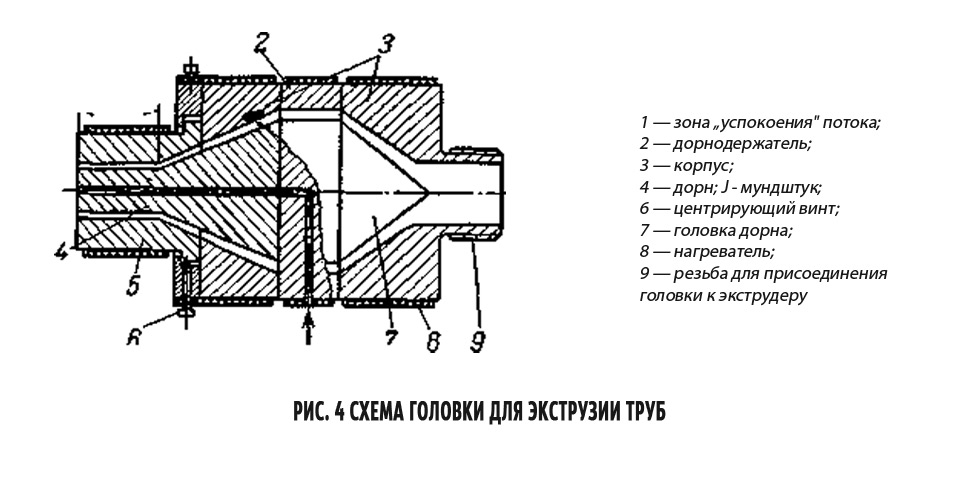
Формующая головка экструдера для производства пластиковых труб имеет сложную конструкцию, которая обусловлена необходимостью размещения внутри нее дорна для формирования полости. Через дорн в трубу подается сжатый воздух, таким образом формируется нужный диаметр трубы.