Современные технологии предоставляют различные методы экструзии, которые позволяют оптимизировать процесс обработки продукции. Важно понимать, что ключевым фактором, определяющим выбор конкретной техники экструзии, является тип матрицы.
Типы и сложность матриц играют фундаментальную роль в выборе метода экструзии поликарбоната. Кроме того, следует знать, что все типы матриц поддерживают непрерывную экструзию расплавленного полимера.
В этой статье мы сосредоточимся на обзоре некоторых основных методов экструзии поликарбоната.
Экструзия листов/пленок поликарбоната
Этот метод экструзии широко применяется для производства листов поликарбоната, которые обычно слишком толсты для изготовления методом выдувания. В процессе экструзии листов используются специальные Т-образные матрицы, которые способствуют переориентации и направлению потока расплавленного полимера.
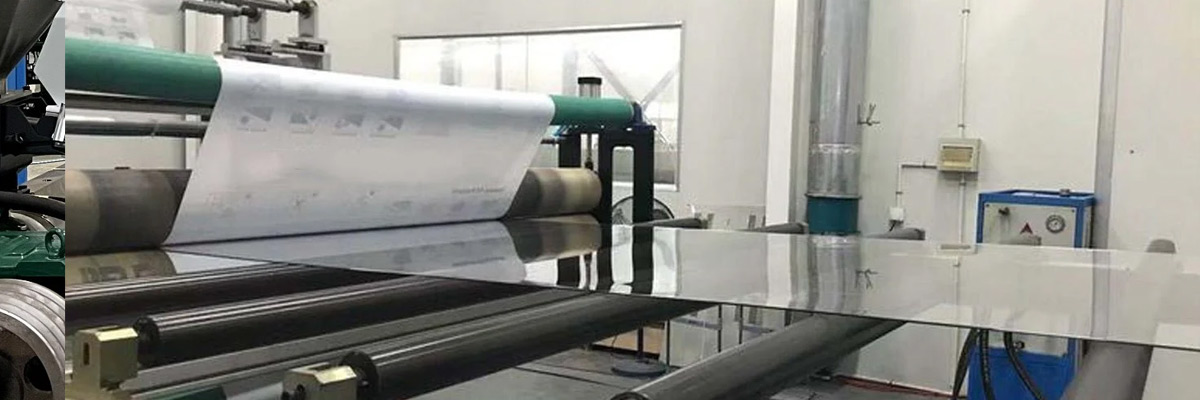
Охлаждение в этом методе часто достигается за счет прохождения через серию охлаждающих валков. Эти валки не только способствуют необходимому охлаждению, но также играют ключевую роль в определении толщины и текстуры поверхности листа.
Одним из преимуществ экструзии листов является возможность последующей обработки, такой как термоформование. В процессе термоформования лист поликарбоната нагревается при помощи инфракрасных нагревателей до мягкого состояния и затем формуется в желаемую форму с использованием пресс-формы.
Экструзия пленки поликарбоната с раздувом
Этот метод экструзии используется преимущественно для производства продукции, которая требует непрерывного процесса, и является разновидностью стандартного процесса экструзии до момента формирования. В процессе экструзии пленки с раздувом используются специализированные матрицы, такие как кольцевая, крестовидная и спиральная.

При этом типе экструзии расплав поликарбоната охлаждается до полуторного состояния перед выходом из экструзионной головки, формируя слабую полутвердую трубку. Эта предварительно охлажденная трубка постепенно кристаллизуется по мере прохождения через так называемую линию замерзания.
Далее, по мере остывания, пленка тянется через ряд прижимных роликов, которые помогают ей расплющиваться и формироваться в плоскую трубу. Этот метод позволяет получить пленку с заданными характеристиками и толщиной.
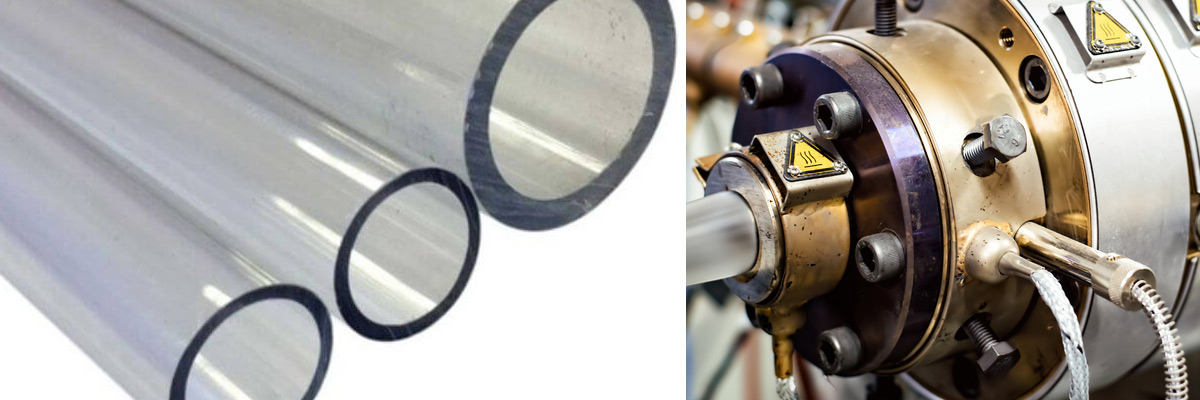
Трубная экструзия поликарбоната
Этот метод экструзии широко используется для производства полимерных труб, таких как ПВХ-трубы. Процесс включает приложение положительного давления к внутренним полостям трубы с помощью штифта или применение отрицательного давления к внешнему диаметру трубы с использованием вакуумного калибратора. Эти действия необходимы для достижения точных окончательных размеров изделия.
Кроме того, в процессе трубной экструзии можно добавлять отверстия или просветы в трубы, используя соответствующие внутренние оправки в матрице. Это позволяет формировать трубы с различными конфигурациями и функциональными характеристиками, адаптированными под конкретные требования и применения.
Экструзия поликарбоната с нанесением оболочки
Этот метод экструзии идеально подходит для изоляции проводов и кабелей. Он позволяет наносить внешний слой поликарбоната на уже существующий кабель, обеспечивая дополнительную защиту и изоляционные свойства.
В процессе экструзии с нанесением оболочки используются специализированные инструменты. Один из таких инструментов позволяет поликарбонатной смоле оставаться отделенной от внутренних частей кабеля, пока она не достигнет кромок матрицы. Это обеспечивает равномерное покрытие внешней поверхности кабеля без воздействия на его внутреннюю структуру.
Другой метод включает использование пресс-инструмента, где мягкая поликарбонатная смола контактирует с внутренними частями кабеля намного раньше, чем она достигает кромок матрицы, что обеспечивает тщательное покрытие внутренних элементов кабеля.
В обоих случаях важно контролировать давление в процессе экструзии, чтобы обеспечить правильное прилипание и адгезию расплава к поверхности кабеля.
Коэкструзия поликарбоната
Коэкструзия поликарбоната — это процесс, при котором одновременно экструдируются несколько слоев различных материалов. Этот метод включает использование двух или более экструдеров, которые плавят и выдавливают пластик разной вязкости для создания продукции с постоянной объемной производительностью. Все это происходит в одной экструзионной головке, которая формирует материал в требуемую конфигурацию.
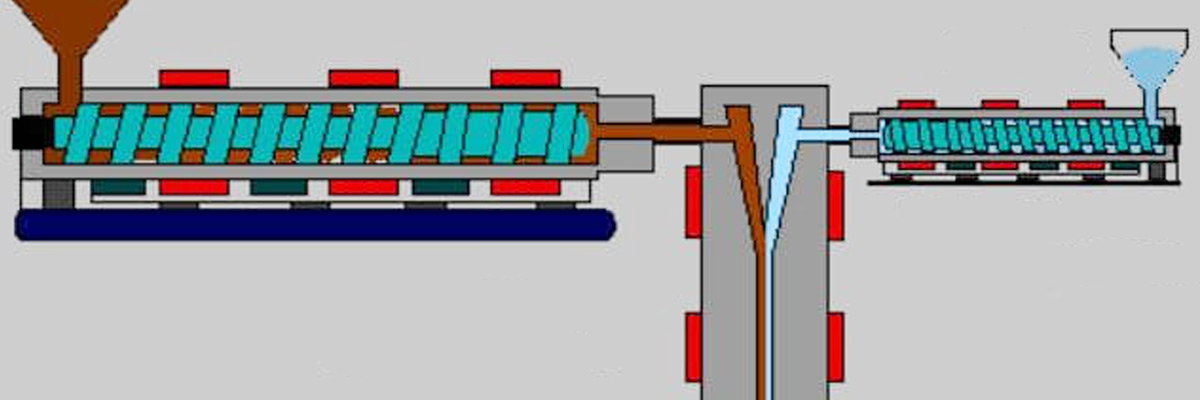
Коэкструзия особенно ценится за возможность сочетания различных материалов и цветов в одном изделии, обеспечивая при этом их четкое разделение на разные слои в конечном продукте. Это позволяет точно располагать материалы с различными свойствами, что крайне важно для создания изделий с заданными функциональными характеристиками.
Эти ключевые методы экструзии поликарбоната предоставляют разнообразные возможности для производства, однако выбор подходящего метода должен основываться на конкретных требованиях к продукции и желаемых результатах.
Основные параметры управления экструзией поликарбоната
Понимание и контроль параметров процесса экструзии поликарбоната критически важны для достижения оптимальных результатов. Важно систематически определять и регулировать эти параметры, чтобы гарантировать качество и эффективность производства.
В этом разделе мы рассмотрим несколько ключевых параметров управления процессом экструзии, которые влияют на качество и характеристики конечного продукта. Обсудим, как правильно контролировать каждый из них и какое влияние они оказывают на процесс экструзии:
Температура плавления
Температура плавления — это критически важный параметр в процессе экструзии поликарбоната, указывающий на переход материала из твердого состояния в жидкое. Этот параметр также известен как температура сжижения и играет ключевую роль в определении оптимальных условий для обработки поликарбоната.
При достижении температуры плавления, твердая и жидкая фазы материала существуют в равновесии, что важно для обеспечения равномерного и качественного потока полимера через экструдер. Влияние давления на температуру плавления в процессе экструзии также нельзя недооценивать, поскольку оно напрямую влияет на это состояние.
Очень важно точно контролировать температуру плавления, чтобы предотвратить деградацию материала, которая может происходить при слишком высоких температурах. С другой стороны, слишком низкая температура плавления может препятствовать эффективному протеканию процесса экструзии, затрудняя формирование и обработку полимера. Поддержание этого баланса критически важно для успеха производственного процесса. Использование качественных кольцевых нагревателей обеспечивает стабильное и равномерное распределение тепла по всей длине ствола экструдера, что критически важно для поддержания заданной температуры плавления. Надежные нагреватели позволяют избежать местного перегрева или недостаточного нагрева материала, обеспечивая тем самым эффективное и контролируемое плавление полимера. Таким образом, выбор высококачественных нагревательных элементов не только увеличивает производительность оборудования, но и гарантирует получение высококачественной продукции, соответствующей всем техническим требованиям.
Скорость шнека
Скорость шнека является фундаментальным параметром в процессе экструзии поликарбоната, оказывающим прямое влияние на качество конечного экструдата. Регулирование скорости шнека критично для управления временем пребывания материала в экструдере и его температурой.
При слишком низкой скорости шнека расплав поликарбоната проводит в экструдере избыточное время, что увеличивает его воздействие на тепло и повышает риск термического повреждения. Это может привести к деградации материала, ухудшению его физических свойств и снижению качества продукции. С другой стороны, чрезмерно высокая скорость шнека может вызвать термическое разложение поликарбоната из-за повышенного трения и тепла, что также отрицательно сказывается на качестве экструдата.
Определение оптимальной скорости шнека требует учета характеристик используемого поликарбонатного материала и специфик производственного процесса. Правильная настройка этого параметра позволит достичь идеального баланса, обеспечивая высокое качество продукции без риска деградации материала.
Давление экструзии
Давление в процессе экструзии поликарбоната играет критическую роль и должно быть тщательно контролируемым. Внутри цилиндра экструдера давление обычно достигает высоких значений, что необходимо для адекватного выдавливания расплавленного полимера через матрицу.
Хотя цилиндры многих экструдеров спроектированы так, чтобы выдерживать высокое рабочее давление, существует риск, что чрезмерное давление может привести к серьезным механическим повреждениям, включая возможный разрыв ствола. Поэтому крайне важно определить и поддерживать уровень давления, который оптимален для поликарбоната, учитывая его физические свойства и требования к производству.
Управление давлением экструзии зависит от нескольких факторов, включая тип используемого поликарбонатного материала и максимальную мощность экструдера. Это необходимо для обеспечения стабильности процесса и предотвращения сбоев, а также для гарантии получения высококачественной продукции.
Типы штампов
Тип матрицы или штампа имеет фундаментальное значение для процесса экструзии поликарбоната, влияя на форму и размер конечного продукта. Экструзионные матрицы могут быть адаптированы к практически любой конфигурации, что обеспечивает значительную гибкость в производстве.
Матрицы обычно классифицируются на две основные категории:
- Цельные штампы - Эти штампы предназначены для создания твердых форм, таких как полные профили или стержни. Они обеспечивают непрерывное исключение материала без внутренних пустот.
- Полые штампы - Используются для производства полых или полуполых форм, таких как трубы или каналы. Эти матрицы позволяют создавать изделия с внутренними пространствами, используя специальные оправки для формирования пустот.
Кроме того, возможно интегрировать в одну матрицу элементы для создания как твердых, так и полых форм, что дает производителям возможность более гибко настраивать свои изделия под конкретные потребности.
Важно понимать влияние, которое выбор конкретного типа матрицы оказывает на процесс экструзии и качество конечного продукта. Правильный выбор матрицы позволит не только достичь желаемых характеристик продукта, но и оптимизировать производственный процесс, улучшив его эффективность и сократив отходы. Определение наиболее подходящего типа матрицы для конкретной задачи является ключом к успешной экструзии поликарбоната.
Охлаждение
Охлаждение является ключевым параметром в процессе экструзии поликарбоната, поскольку правильное охлаждение критично для обеспечения того, чтобы экструдированный продукт сохранил нужные размеры и форму. Важно осознавать, что каждая экструдированная форма должна быть охлаждена до температуры, при которой она стабилизируется.
Для охлаждения можно использовать различные средства, включая жидкости, газы или контакт с металлической поверхностью. Ключевым аспектом является эффективный отвод тепла, чтобы изделие не искажалось и соответствовало спецификациям.
Понимание формы и толщины продукта важно для определения идеальных условий охлаждения. Теплопередача через поликарбонатный материал задает пределы эффективности охлаждения, что делает предсказание скорости охлаждения для конкретного материала сложной задачей.
Управление процессом охлаждения зависит от многих факторов, включая тип поликарбоната, его размеры и требуемые характеристики конечного продукта. Нет универсального уровня настройки для каждого параметра; все зависит от конкретной ситуации и требований производства.
Точное понимание и регулировка параметров охлаждения являются необходимыми для достижения оптимальных результатов и гарантии высокого качества продукции.
"Полимернагрев" специализируется на производстве кольцевых нагревателей для экструдеров и термопластавтоматов. Важность этих устройств трудно переоценить, ведь саморазогрев от трения шнека обычно недостаточен для надлежащего плавления полимеров, особенно на этапе запуска оборудования. Компания предлагает широкий спектр нагревателей, разработанных для различных применений, и готова предоставить персонализированное решение, основанное на многолетнем опыте и знаниях в данной сфере.