Горячеканальная литниковая система является одной из самых экономично выгодных и эффективных технологий при обработке полимеров методом литья. Одновременно с этим литье, совмещенное с горячеканальной системой, выделяется некоторыми особенностями, которые важно учитывать во время изготовления изделий, проектирования литьевых пресс-форм и настраивания литьевого процесса.
Температура полимера в литниковых каналах сказывается на качестве будущих изделий. В самом процессе литья от правильно подобранных температурных режимов каждой из зон горячеканальной системы зависят характеристики расплава в формообразующей полости, скорость его затвердевания, вид отлитой детали, и, конечно же, работа самой пресс-формы. Литье может заблаговременно остановиться из-за образовавшейся полимерной пробки в зоне литникового впуска или нити, которая вытянулась из расплавленной массы и расположилась между изготавливаемой деталью и кончиком сопла.
Режим температуры и распределение тепла по литниковому каналу, а также способ проведения контроля и управления температурной подачи должны подбираться сразу при выборе конструкции горячеканальной установки.
Для термопластов с термической нестабильностью повышая температуру, стоит сократить их пребывание в литнике. Иначе процесс переработки материала дестабилизируется, а готовое изделие будет низкокачественным. Неравномерное распределение температуры по каналу автоматически увеличивает риск температурной деструкции полимера. Это одна из главных проблем, которые возникают при работе с горячеканальными пресс-формами. Зачастую такое случается при длительном цикле литья, при котором изготавливают изделия с толстыми стенками.
Перегрев полимера негативно влияет на характеристики технологического и эксплуатационного характера материала. Из-за перегрева сырье выделяет резкий неприятный запах, а на конечной продукции могут наблюдаться темные пригары, разводы, пятна, штрихи т.д. Также на поверхности изделия можно увидеть деструктивные изменения в виде пузырьков, серебристости, неравномерного блеска и т.д. При этом еще и страдают размеры изделия, которые не совпадают с заданными параметрами.
Случаются и проблемы, когда необходимо заменить цвет полимера. На внутренних стенах горячеканального сопла в зоне перед впуском полимер может застывать, что усложняет проведение дальнейшего литьевого процесса. На возможность качественной замены цвета в основном влияет распределение тепла в каналах литника.

Тепло, которое воздействует на материал, в процессе рабочего цикла обычно выделяется от сил трения при проталкивании материала по системе горячеканального литника и от сжатий полимера. Но, обычно этой энергии недостаточно для качественной гомогенной расплавки и формовки хорошего изделия.
Существует несколько вариантов дополнительного обогрева горячеканальных литниковых систем, но самыми эффективными считаются электронагреватели. Они способны вырабатывать необходимые температуры, отлично поддаются контролю и управлению, и их замена не вызывает особых затруднений и длительного простоя оборудования.
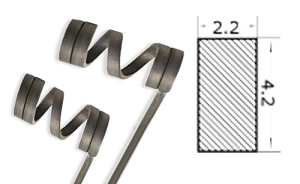
Витковые (спиральные) нагреватели пользуются наибольшим спросом из-за высокой мощности и небольших габаритов. Выполняют их под заказ с определенным диаметром и формой прутка. Диаметр намотки зависит от размера отверстия, в которое будет установлен нагреватель. Отлично справляются как с внутренним так и с внешним нагревом горячеканальной пресс-формы.
Патронные ТЭНы – обеспечивают равномерный нагрев. Температурная подача до 500°C, что является оптимальным показателем для внутреннего нагрева горячеканальной системы.
Хомутовые сопловые нагреватели – обеспечивают качественную теплоотдачу в условиях малой площади и благодаря своей конструкции плотно прилегают к нагреваемому объекту.
Температурная выработка каждого из представленных нагревателей может контролироваться за счет термопары. Все элементы нагрева изготавливаются под заказ под определенные требования производственного оборудования.